
SV
Allt du behöver veta om bergborrverktyg i volframkarbid
Branschnyheter-Bergborrverktyg av volframkarbid är ryggraden i moderna borroperationer inom gruvdrift, konstruktion, stenbrott och geotekniskt arbete. Oavsett om du spränger genom granit i en dagbrottsgruva eller förankrar fundament i hård kalksten, beror prestandan hos din borr nästan helt på kvaliteten och designen av hårdmetallverktygen vid skärytan. Den här guiden bryter ner allt praktiskt du behöver veta - från hur dessa verktyg fungerar till hur du väljer rätt och håller den igång längre.
Vad gör volframkarbid till det rätta materialet för bergborrning
Volframkarbid (WC) är ett kompositmaterial som tillverkas genom att sintra volframkarbidpartiklar med ett metalliskt bindemedel - oftast kobolt. Resultatet är ett exceptionellt hårt material med en Vickers-hårdhet som sträcker sig från 1 400 till 1 800 HV, vilket gör det mycket hårdare än stål samtidigt som det bibehåller tillräckligt med seghet för att absorbera de upprepade stötbelastningar som bergborrning kräver.
Det som skiljer volframkarbid från andra hårda material är dess kombination av egenskaper. Ren keramik är hårdare men för spröd för slagborrning. Verktygsstål är segare men slits alldeles för snabbt mot nötande berg. Hårdmetall uppnår den balans som praktisk borrning kräver: den motstår nötande slitage, hanterar tryckbelastning väl och kan precisionsslipas till specifika geometrier som passar olika bergtyper och borrmetoder.
Innehållet av koboltbindemedel är en av de viktigaste variablerna i karbidformulering. En högre koboltprocent (12–16 %) ökar segheten och slaghållfastheten, vilket gör den lämplig för sprickbildning eller heterogen bergart. En lägre kobolthalt (6–8%) ger en hårdare, mer slitstark kvalitet som lämpar sig för homogena, mycket nötande formationer som kvartsit eller sandsten. Att välja fel betyg för din formation är en vanlig orsak till för tidigt fel på verktyget.
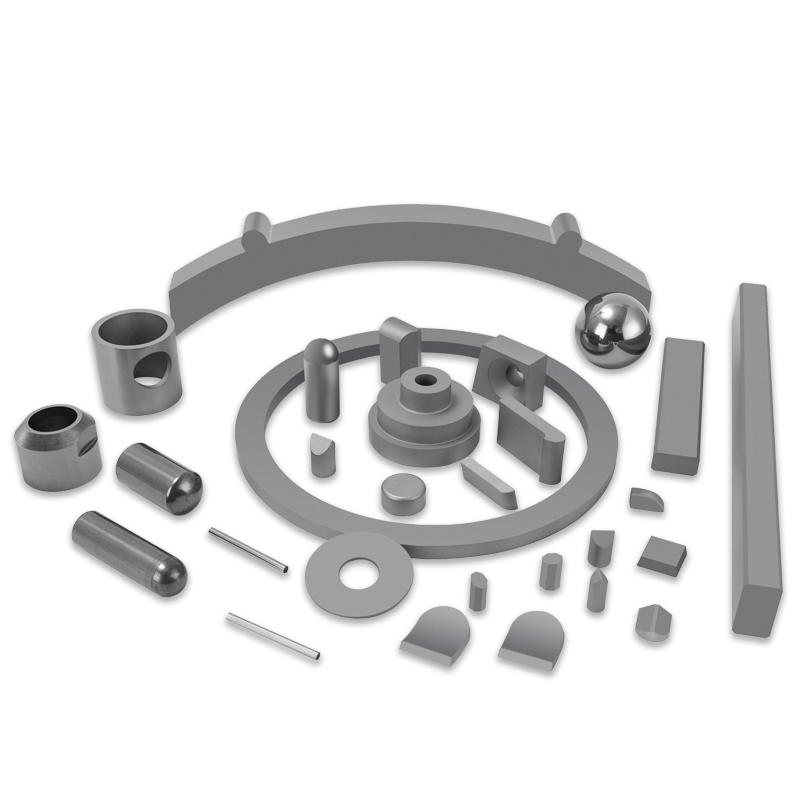
Huvudtyper av bergborrverktyg i volframkarbid
Termen "verktyg för bergborrning av volframkarbid" täcker en bred produktfamilj. Att förstå den specifika verktygstypen för din applikation är det första steget mot effektiv borrning.
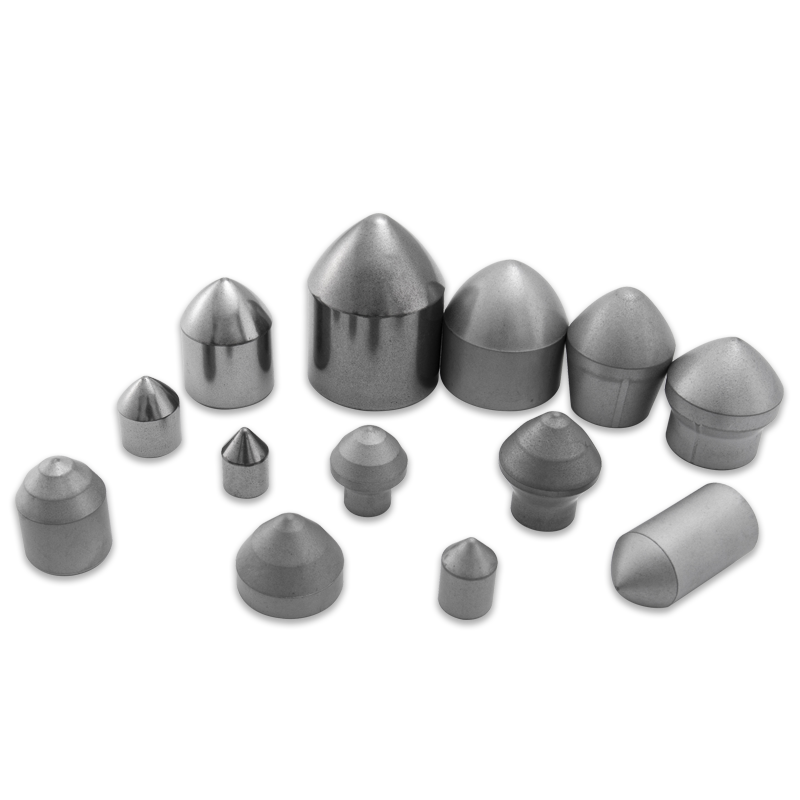
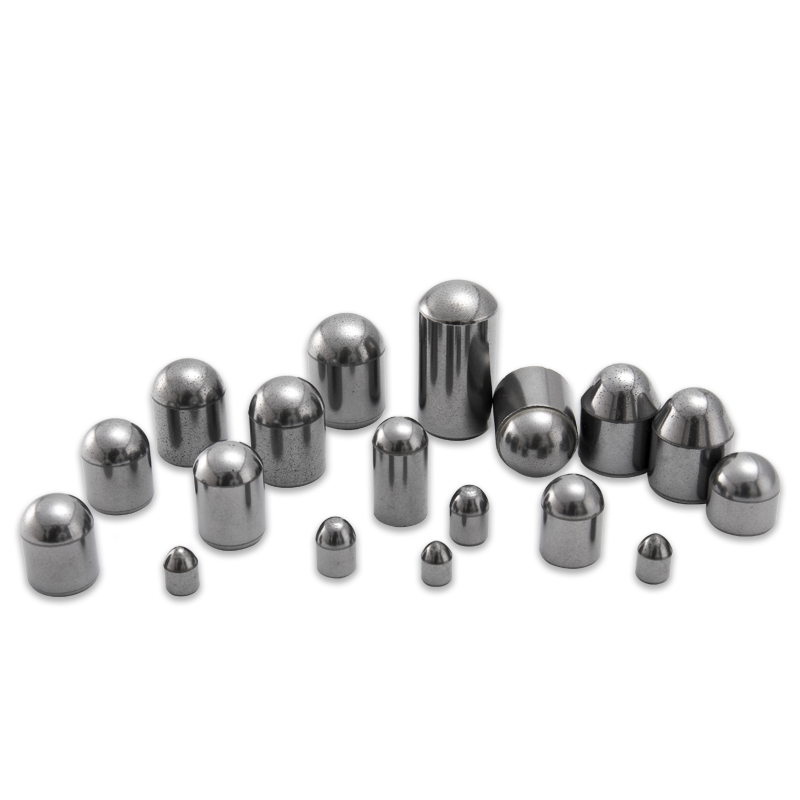
Knappbitar
Knappborrkronor är det mest använda hårdmetallborrverktyget vid gruvdrift på ytan och under jord. Sfäriska eller ballistiska hårdmetallskär är presspassade i en stålkropp i ett mönster utformat för att täcka hela borrytan. Knappborrkronor används i roterande slagborrningssystem och finns tillgängliga i plan yta, konvex (kupol) och konkava konfigurationer, var och en lämpad för olika bergförhållanden.
- Sfäriska knappar: Bäst för hård, slipande sten; maximal slitstyrka.
- Ballistiska (paraboliska) knappar: Bättre penetrationshastighet i medelhård sten; rekommenderas där ROP är en prioritet.
- Äggformade knappar: En kompromiss mellan ballistiska och sfäriska, vanlig i formationer med blandad hårdhet.
Cross Bits och X-Bits
Korsbitar har fyra karbidvingar arrangerade i ett kors- eller X-mönster lödda i en stålkropp. De används vanligtvis vid lätt slagborrning som jackleg-borrning och drifter-borrning i mjukare till medelhård berg. Tvärskär är enklare att tillverka och slipa om, vilket gör dem ekonomiska för applikationer där formningsförhållandena är relativt konsekventa. De slits dock snabbare än knappbits i mycket nötande formationer.
Mejselbitar
Mejselbitar använder ett enkelt hårdmetallskär eller lödd hårdmetallremsa i en linjär skärkonfiguration. De används främst för handhållna slagborrar med mindre diameter, konstruktionsankarborrning och sekundär brytning. Deras enkla geometri gör dem billiga och lätta att slipa om, även om de är begränsade till mjukare sten och mindre håldiametrar.
Tricone rullbitar med hårdmetallskär
Vid rotationsborrning för stora spränghål och olje- och gastillämpningar använder trikonborrkronor volframkarbidskär som pressas in i ståltänderna på roterande koner. När kottarna rullar över bergväggen krossar och skär skären formationen. Skärets geometri sträcker sig från trubbiga halvsfäriska former för hårt berg till långsträckta mejselformer för mjuka formationer. Dessa är dyra verktyg men erbjuder utmärkta penetrationshastigheter i roterande applikationer med stor diameter.
DTH (Down-The-Hole) Hammer Bits
DTH-bits är en specialiserad typ av knappborr som är designad för användning med hammarsystem i hålet, där slagmekanismen förflyttar sig nerför borrsträngen och träffar borrkronan direkt mot bergytan. Detta minimerar energiförlusten och gör DTH-borrning exceptionellt effektiv för djupa hål och hårt berg. Hårdmetallknappslayouten och ytgeometrin för DTH-bitar är konstruerade specifikt för högfrekventa, högenergieffekter av hammardrift.
Hur man väljer rätt hårdmetallborrverktyg
Att välja rätt hårdmetallborrverktyg innebär att verktygets egenskaper matchas med fyra nyckelvariabler: bergart, borrmetod, håldiameter och driftsförhållanden. Att få den här matchningen rätt påverkar direkt penetrationshastighet, verktygslivslängd och kostnad per borrad meter.
| Stentyp | Rekommenderad verktygstyp | Karbidkvalitet |
| Mjuk (kalksten, kol, skiffer) | Mejselbett eller tvärskär | Hög kobolt (tålig kvalitet) |
| Medium (granit, basalt) | Knappbit (ballistiska skär) | Medium kobolt (balanserad kvalitet) |
| Hårt och slipande (kvartsit, chert) | Knappbit (sfäriska skär) eller DTH-bit | Låg kobolt (nötningsbeständig kvalitet) |
| Frakturerad/variabel formation | Korsbit eller robust knappbits | Hög kobolt (slagtålig) |
| Djupt hål roterande (stor diameter) | Trikon rullbit med hårdmetallskär | Anpassad till formationens hårdhet |
Bortsett från bergart, överväg det borrsystem som används. Roterande slagborrning (topphammare) fungerar bäst med vanliga knappborrkronor på djup upp till 30–40 meter. DTH-system tar över för djupare hål där energiöverföring genom långa stavsträngar annars skulle minska effektiviteten. Rent roterande system kräver insticksbits eller dragbits beroende på formationens tryckhållfasthet.

Nyckelkvalitetsindikatorer vid utvärdering av hårdmetallborrverktyg
Inte alla verktyg för bergborrning av volframkarbid är skapade lika. När man jämför produkter från olika tillverkare eller köper nya verktyg är dessa kvalitetsindikatorer som betyder mest:
- Karbidkornstorlek: Finkornig karbid (submikron) ger högre hårdhet och slitstyrka. Grövare kornstrukturer förbättrar segheten men offrar nötningsbeständigheten.
- Insatspresspassningstolerans: För knappbits är interferenspassningen mellan skär och stålkropp kritisk. En lös passform orsakar skärförlust; en alltför tät passning orsakar sprickbildning i karbiden under pressning.
- Stålkroppskvalitet: Borrstålkroppen måste vara tillräckligt seg för att motstå utmattningssprickor vid upprepade stötar. Låglegerade stål som härdats efter bearbetning överträffar kroppar av mjukt stål i livslängd.
- Insättningsgeometrikonsistens: Skär bör ha enhetlig geometri och ytfinish. Inkonsekvenser i knapphöjd eller position skapar ojämn belastning över ansiktet och påskyndar slitaget på utsatta skär.
- Utformning av spolhål: Lämpliga och välplacerade spolkanaler i borrkronans yta är avgörande för att rensa skär och kyla hårdmetallen. Blockerade eller underdimensionerade spolportar minskar penetrationshastigheten och ökar värmerelaterad hårdmetallnedbrytning.
Hur du förlänger livslängden för dina hårdmetallborrverktyg
Bergborrverktyg i volframkarbid utgör en betydande del av kostnaderna för borrning. Disciplinerad verktygshantering och operativa rutiner kan dramatiskt förlänga livslängden och minska kostnaden per meter.
Omslipning av knappbitar på schema
Omslipning av knappborrkronor är en av de mest kostnadseffektiva metoderna för hantering av hårdmetallverktyg. När knapparna slits utvecklar de platt slitage på sina toppar som minskar penetrationshastigheten och ökar energitillförseln per borrad meter. Omslipning återställer den ursprungliga knappprofilen innan slitageplattorna blir för stora. Tumregeln är att slipa om när den platta diametern når 30–40 % av knappens diameter. Att vänta för länge innebär att mer karbid måste avlägsnas per omslipningscykel, vilket förkortar det totala antalet omslipningscykler innan borrkronan tas bort.
Matcha matningskraft och slagenergi till formation
Att köra för hög matningskraft eller slagtryck i mjukt berg är en vanlig orsak till hårdmetallsprickor och skärförluster. Hårdmetallen är utformad för att krossa sten genom slag - om penetrationen är för snabb för att skären ska kunna spolas, kan borrkronan bulka och koncentrera belastningen på enskilda skär. Matcha matningen, rotationshastigheten och slagenergin till formationens tryckhållfasthet. De flesta borriggtillverkare tillhandahåller rekommenderade driftsparametrar för specifika bergklasser.
Upprätthålla tillräcklig spolning
Otillräcklig spolning är ansvarig för en betydande andel av förtida hårdmetallverktygsfel. Borrklipp som inte evakueras packas in i hålets botten och orsakar omslipning av bergspånen mot borrytan, vilket påskyndar slitaget. För luftspolning, upprätthåll minsta borrhålslufthastighet på 15–20 m/s. För vatten- eller skumspolning, se till att det finns tillräckligt med flöde för den håldiameter som ska borras. Inspektera och rensa regelbundet spolningsportar på borrkronor – även partiell blockering minskar spolningseffektiviteten avsevärt.
Korrekt förvaring och hantering
Volframkarbid är hård men inte immun mot skador från stötar. Att tappa borrkronor på hårda ytor eller förvara dem lösa i kärl där de slår mot varandra orsakar att hårdmetallskären flisas innan de ens tas i bruk. Förvara bits vertikalt i särskilda ställ eller i skyddade behållare med avdelare. Transportera till och från borrytan i verktygsväskor istället för löst i en verktygslåda.
Vanliga fellägen och vad de säger till dig
Att undersöka slitna eller misslyckade bergborrverktyg i volframkarbid säger dig mycket om huruvida verktygsval, borruppsättning eller operativa praxis behöver ändras. Här är de vanligaste felmönstren och deras orsaker:
- Även platt slitage över alla knappar: Normalt slitage – verktyget användes på rätt sätt. Fortsätt med omslipning.
- Spruckna eller trasiga knappar: Indikerar vanligtvis överdriven anslagsenergi för formationen, fel hårdmetallkvalitet (för spröd) eller borrning i ett tomrum eller förkastningszon. Överväg att byta till en tuffare hårdmetallkvalitet.
- Knappförlust (tomma uttag): Orsakas av otillräcklig presspassning, utmattningssprickor i stålhylsan eller bulkningshändelser som drar ut skären under sidokraft. Inspektera stålkroppen med avseende på hylssprickor.
- Ojämnt slitage (mätknapparna slits snabbare): Vanligt när hålet är överdimensionerat, vilket gör att borret kan glida och belasta mätknapparna oproportionerligt. Kontrollera inriktningen och stabilisatorns tillstånd.
- Värmekontroll eller ytsprickor på knappar: Indikerar termisk trötthet från otillräcklig spolning. Karbiden överhettas, spricker från snabb temperaturcykling. Förbättra spolningsflödet och kontrollera för blockerade portar.
- Erosion eller utspolning av stålkropp: Spolmediet skär direkt in i stålet runt hårdmetallskär. Orsakas av recirkulerande slipande partiklar. Se över spolportens position och evakuering av sticklingar.
Industriapplikationer där hårdmetallborrverktyg är kritiska
Volframkarbidborrspetsar och -skär används inom ett brett spektrum av industrier, var och en med specifika krav som påverkar verktygsdesign och materialval.
- Ytbrytning och stenbrytning: Knappbits med stor diameter och DTH-bits används för spränghålsborrning i dagbrott. Borrdiametrar sträcker sig vanligtvis från 89 mm till 311 mm, och livslängden mäts i meter per borrkrona, direkt kopplat till sprängningskostnaden per ton.
- Underjordisk gruvdrift för hård sten: Knappbits och tvärskär med mindre diameter används vid drivning, stoppning och produktionsborrning. Underjordiska förhållanden ökar komplexiteten – begränsad åtkomst, begränsad ventilation och behovet av snabba bitbyten ökar värdet av mer hållbara hårdmetallverktyg.
- Anläggningsbyggande och tunnelarbete: Hårdmetallborrkronor används för bergbultsinstallation, fördelad borrning och utforskande kärnborrning framför tunnelytorna. Verktygets tillförlitlighet är särskilt viktig i dessa applikationer där oväntade stilleståndstider för utrustning påverkar projektscheman och arbetarsäkerheten.
- Vattenbrunn och geotermisk borrning: DTH-hammarkronor med hårdmetallskär används ofta för borrning av vattenbrunnar genom hårda bergformationer. Dessa applikationer kräver hög mätareffekt per bit och pålitlig prestanda i varierande formationer utan frekventa bitbyten.
- Olje- och gasutvinning: Trikonborrkronor med insatser av volframkarbid borrar genom hårda och nötande formationer i olje- och gaskällor. I dessa applikationer är bitkostnaden en mindre faktor jämfört med riggtidskostnaden per dag, vilket gör hårdmetallskärets kvalitet och borrkronans hållbarhet av största vikt.
Vad du ska leta efter när du köper bergborrverktyg i volframkarbid
Den globala marknaden för hårdmetallborrverktyg sträcker sig från premium europeiska och nordamerikanska tillverkare till ett brett utbud av asiatiska leverantörer. Prisskillnaderna är betydande, men kostnaden per borrad meter – inte inköpspriset – är det korrekta måttet för att utvärdera verktygsvärdet.
När du utvärderar leverantörer, fråga efter certifierade hårdmetallkvalitetsspecifikationer inklusive kornstorlek, kobolthalt, hårdhet (HRA eller HV) och tvärbrotthållfasthet (TRS). Ansedda tillverkare tillhandahåller dessa värden och kan rekommendera specifika betyg för din formation. Begär fälttestdata eller referenser från verksamheter under liknande geologiska förhållanden. En bit som kostar 20 % mer men som borrar 50 % fler meter per bit ger ett tydligt värde – men du behöver data för att verifiera det påståendet innan du åtar dig till en leverantör.
Tänk också på eftermarknadssupport: tillgång till omslipningstjänster eller utrustning, leveranstider för utbytesverktyg och teknisk support för felsökning av fellägen. Verksamhet på avlägsna platser gynnas särskilt av leverantörer med regional lagerhållning och snabb logistik, eftersom driftstopp för borrning på verktyg kan kosta mycket mer än någon besparing på bitpriset.
Våra produkter //
Relaterade produkter



Om du är intresserad av våra produkter, vänligen kontakta oss
