
SV
Volframkarbidskär för tunnelborrmaskiner: vad de är och varför de är viktiga
Branschnyheter-Rollen av volframkarbidskär i tunnelborrning
Volframkarbidskär för tunnelborrmaskiner är de primära skärelementen som ansvarar för sprickbildning, skrapning och sönderdelning av sten- och jordformationer vid tunnelytan. Varje meter av tunneln i hårda eller blandade markförhållanden beror på förmågan hos dessa skär att bibehålla sin skärgeometri, motstå nötande slitage och absorbera de enorma stöt- och tryckkrafter som genereras när ett roterande skärhuvud griper in i berg på djupet. Utan korrekt specificerade och underhållna hårdmetallskär minskar penetrationshastigheterna kraftigt, skärförbrukningen ökar och ekonomin för hela tunnelprojektet försämras snabbt.
Skären i sig är kompakta komponenter - vanligtvis från några millimeter till flera centimeter i sina kritiska dimensioner - men de är konstruerade med en exceptionellt hög precisionsnivå. Volframkarbidkvaliteten, bindemedelsinnehåll, kornstorlek, skärgeometri och monteringssystem för lödning eller presspassning är alla variabler som skärtillverkaren optimerar för den specifika skärapplikationen. En hårdmetallskärspecifikation som fungerar bra i kalksten kommer att slitas i förtid eller spricka i granit eller kvartsit och vice versa. Att förstå varför detta är fallet - och hur man gör rätt specifikationsval - är den praktiska kunskapen som skiljer effektiv TBM-verktygsanskaffning från dyrt försök och fel på fältet.
Vad volframkarbid är och varför det används i TBM-skärverktyg
Volframkarbid (WC) är en kemisk förening av volfram och kol som, i sin rena sintrade form, är ett av de hårdaste tekniska materialen som finns tillgängliga - näst efter diamant och kubisk bornitrid bland kommersiellt praktiska skärverktygsmaterial. I de hårdmetallprodukter som används för TBM-skär, binds volframkarbidkorn samman med ett metalliskt bindemedel - nästan universellt kobolt (Co), även om nickel och nickel-krombindemedel används i specifika korrosionsbeständiga kvaliteter - genom en pulvermetallurgisk process som involverar pressning och sintring i vätskefas vid temperaturer över 300°C1.
Resultatet är ett kompositmaterial där hårda WC-korn ger extrem hårdhet och slitstyrka medan koboltbindemedelsmatrisen ger seghet och motståndskraft mot brott vid stötar. Den kritiska insikten är att hårdhet och seghet existerar i spänningar i hårdmetall - att öka den ena kommer i allmänhet på bekostnad av den andra. Kvaliteter med låg kobolthalt och finkornstorlek är hårdare och mer slitstarka men mer spröda; kvaliteter med högre kobolthalt och grövre kornstorlek är segare och mer slagtåliga men slits snabbare under nötande förhållanden. Att välja rätt kvalitet för ett TBM-hårdmetallskär innebär att hitta den optimala positionen på denna avvägning mellan hårdhet och seghet för den specifika bergarten, formationens nötningsförmåga och skärmekanismen.
Specifikt för TBM-applikationer överträffar hårdmetall alla praktiska alternativ. Stålspetsar saknar hårdheten för att motstå abrasivt bergslitage vid acceptabla penetrationshastigheter. Keramik erbjuder konkurrenskraftig hårdhet men otillräcklig brottseghet för att överleva stötbelastningen vid tunnelytan. Diamantspetsade verktyg används i specifika högvärdiga applikationer men är opraktiska för volymen av skärelement som krävs över ett fullt TBM-skärhuvud. Hårdmetalls kombination av hårdhet, seghet, termisk stabilitet och tillverkningsbarhet i industriell skala gör den till standardlösningen för hårda berg och blandade TBM-skär i den globala tunnelindustrin.
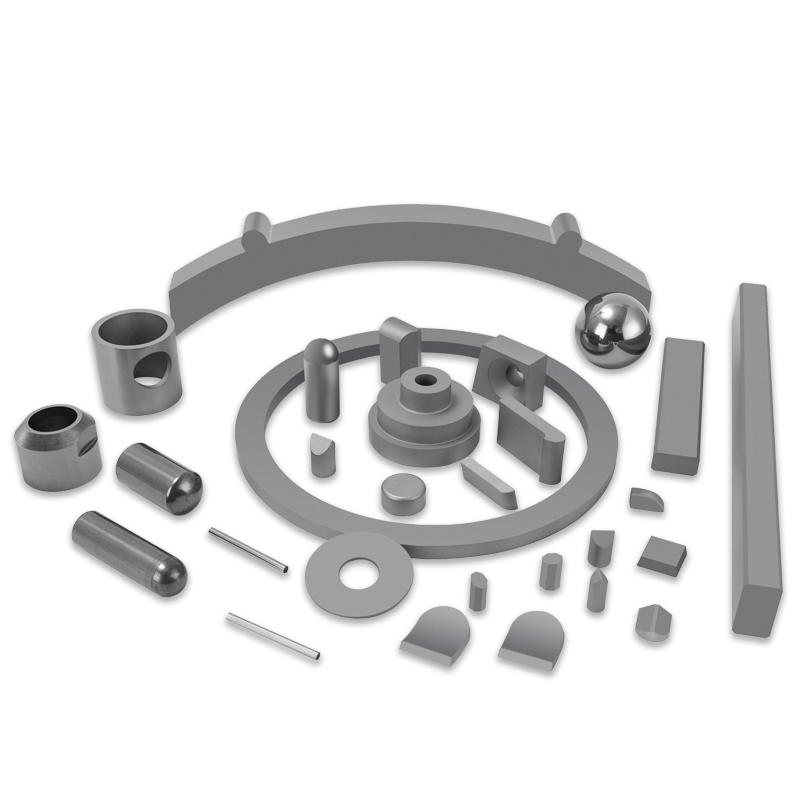
Typer av TBM-hårdmetallskär och deras funktioner
Inte alla hårdmetallskär på ett TBM-skärhuvud har samma funktion. Skärhuvudet är en komplex sammansättning av olika verktygstyper, var och en positionerad för att utföra en specifik uppgift i stenbrytning och materialborttagning. Att förstå skillnaderna mellan dessa skärtyper är grundläggande för att specificera rätt karbidkvalitet och geometri för varje position.
Skivskärsinsatser
Skivskärare är de primära skärverktygen på hårda TBM:er. En skivskärare består av en stålring - skivan - monterad på en navenhet som gör att den kan rotera fritt när skärhuvudet svänger. Skivkanten kommer i kontakt med bergytan och genererar dragbrott genom en rullande fördjupningsmekanism snarare än direkt skärning. Volframkarbidskär i skivskärapplikationer är vanligtvis inbäddade i skivringens kant eller används som kontaktkantmaterial i kompositskivor. Dessa skär måste motstå höga tryckspänningar vid bergets kontaktpunkt, utmattningsbelastning från upprepade slagcykler och nötande slitage från hårda mineraler - särskilt kvarts - i bergmatrisen. Kvaliteter med medelhög kobolthalt (8–12 % Co) och fin till medelstor kornstorlek är vanligtvis specificerade för skivskär i hårda bergstillämpningar.
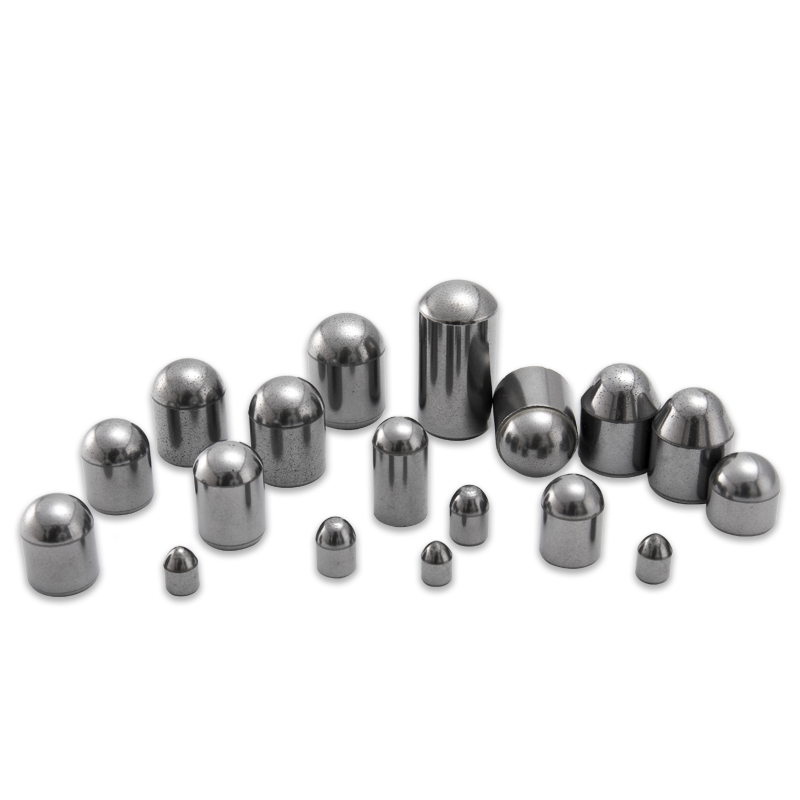
Knapp- och stiftinsatser för dragverktyg
I mjuk till medelhård mark och förhållanden med blandade ytor använder TBM:er dragverktyg - hackor, skrapor och mätare - försedda med hårdmetallknappar eller -bultar som kopplar in formationen i en skrapande eller klippande åtgärd. Knappinsatser är halvsfäriska eller ballistiska karbidformer som presspassas in i verktygskroppen av stål; Dubbinsatser är cylindriska skaft med härdad spets, även presspassade eller fastlödda i förberedda säten. Dessa skär utsätts för lägre tryckbelastningar än skivskär, men utsätts för högre laterala skjuvkrafter och mer variabel påverkan från blandade berg-jord-kontakter. Kvaliteter med högre kobolthalt (12–16 % Co) och grövre kornstorlek ger den seghet som krävs för att motstå brott under dessa belastningsförhållanden, till priset av en viss nötningsbeständighet i förhållande till hårdare lågkoboltkvaliteter.
Insatser för mätare och mätare
Mätskärare är placerade vid den yttre omkretsen av TBM-skärhuvudet och skär tunnelprofilen till önskad diameter. De upplever en kombination av de högsta skärhastigheterna – eftersom de färdas det största periferiska avståndet per rotation – och betydande stötbelastning från profilojämnheter och blandade markförhållanden vid tunnelgränsen. Mätskär är föremål för några av de svåraste slitageförhållandena på skärhuvudet, varför de ofta specificeras i tuffare kvaliteter eller med större skärdimensioner som ger mer hårdmetallvolym för att motstå slitage innan skäret behöver bytas ut.
Skokhjul och ekerspetsinsatser
På EPB (Earth Pressure Balance) och slurry TBM som arbetar i mjuk mark eller blandade förhållanden, är klipphuvudets ekrar och skophjulsöppningar försedda med hårdmetallspetsade slitelement som skyddar stålkonstruktionen från slitage när löst material östes in i maskinen. Dessa slitskyddsskär specificeras i allmänhet i högseghetsgrader som motstår stötar från stenfragment och hårda inneslutningar i smutsströmmen, och prioriterar strukturell integritet framför skäreggsskärpa.
Val av hårdmetall efter bergart och slipförmåga
De geologiska förhållandena vid tunnelytan är den primära drivkraften för valet av hårdmetallskär. Bergsnötningsförmåga – kvantifierad genom standardiserade tester som Cerchar Abrasivity Index (CAI) och LCPC abrasimetertest – förutsäger direkt hastigheten med vilken hårdmetallskär kommer att slitas och sannolikheten för katastrofala brott under stötbelastning. Att matcha skärets kvalitet till bergsnötningsförmågan är det viktigaste enskilda beslutet i TBM-hårdmetallskärspecifikationen.
| Stentyp | Typiskt CAI-sortiment | Rekommenderat saminnehåll | Kornstorlek | Primär slitagemekanism |
| Kalksten / Marmor | 0,1–0,5 | 10–14 % | Medium | Låg nötning; påverkan från sprickplan |
| Sandsten | 0,5–2,5 | 8–12 % | Fin till medium | Måttlig nötning från kvartskorn |
| Granit | 2,0–4,5 | 6–10 % | Bra | Hög nötning; utmattningssprickor |
| Kvartsit | 3,5–6,0 | 6–9 % | Ultrafin till fin | Allvarlig nötning; mikroflisning |
| Basalt / Dolerite | 1,5–3,5 | 8–12 % | Fin till medium | Nötning och slag från hårda inneslutningar |
| Blandat ansikte / Glacial till | Variabel | 12–16% | Medium till grov | Slagbrott från kullerstenar; variabel nötning |
CAI-tröskeln på cirka 2,0 är en praktisk beslutspunkt vid val av karbidkvalitet. Under detta värde ger högre kobolthalt och medelstor kornstorlek en bra balans mellan seghet och slitstyrka. Över CAI 2.0 blir nötningsförslitningshastigheten för högre koboltkvaliteter oekonomisk, och specifikationen bör skifta mot lägre kobolthalt, finare kornkvaliteter som bibehåller hårdheten till priset av viss seghet. I formationer över CAI 4.0 – extrem kvartsit och vissa abrasiva konglomerat – slits till och med högklassiga finkorniga lågkoboltkvaliteter snabbt, och frekvensen för utbyte av skär blir en projektplaneringsfaktor snarare än en undvikbar kostnad.
Skärgeometri och dess effekt på skärprestanda
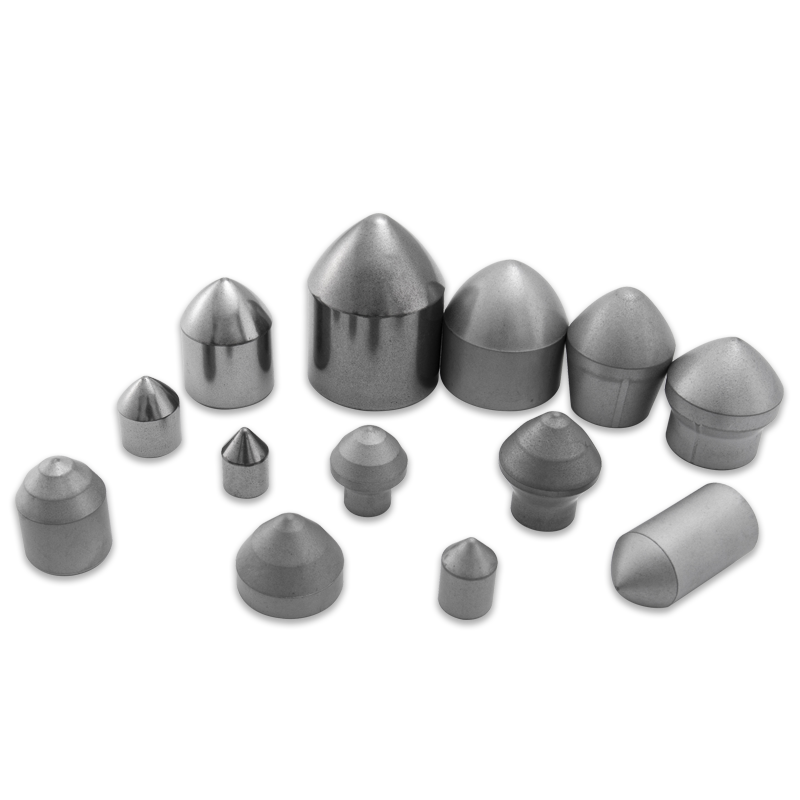
Geometrin hos ett TBM-skär av volframkarbid – dess profilform, spetsvinkel och dimensionella proportioner – bestämmer hur den griper in i bergytan, hur den fördelar spänningen i karbidkroppen och hur dess prestanda utvecklas när skäret slits. Geometrioptimering är lika viktigt som val av kvalitet för att maximera skärets livslängd och skäreffektivitet.
Halvsfäriska knappinsatser
Den halvsfäriska profilen är den vanligaste geometrin för dragverktygsknappsinsats i mjuk till medelhård mark. Den rundade spetsen fördelar kontaktspänningen jämnt över en stor yta, vilket minskar toppspänningskoncentrationer som skulle orsaka brott i en skarpare profil. När halvklotet slits, utvecklas dess geometri gradvis - en delvis sliten halvklot är fortfarande en funktionell skärprofil, vilket innebär att skäret fortsätter att prestera genom en betydande del av sin volym innan utbyte behövs. Den huvudsakliga begränsningen för den halvsfäriska profilen i hårt berg är att det krävs högre inträngningskrafter för att uppnå samma inskärningsdjup jämfört med skarpare profiler, vilket minskar skäreffektiviteten i formationer där penetrationskraften är den begränsande faktorn.
Ballistiska och koniska profiler
Ballistiska skär har en ogiv spetsprofil - rundad vid spetsen men övergår till en mer cylindrisk kropp i en brantare vinkel än en halvklot. Denna geometri koncentrerar kontaktspänningen mer effektivt än en halvklot, vilket förbättrar penetrationen i hårdare berg med samma applicerade kraft, men den är mer känslig för brott om den påverkas i sidled eller används i formationer med hårda inneslutningar. Koniska skär med en definierad spetsvinkel utökar fördelen med penetrationseffektivitet ytterligare men är de mest brottbenägna av standardprofilerna. Koniska och ballistiska TBM-hårdmetallskär specificeras vanligtvis för formationer där skäreffektivitet är prioritet och slagbelastningen är förutsägbar och hanterbar.
Mejsel- och kilprofiler
Mejselprofilskär uppvisar en linjär skäregg snarare än en punktkontakt med bergytan. Den här geometrin är effektiv för att klippa och skrapa mjuka till medelstora formationer och används ofta i positioner för mätare och profilskärar där en definierad skärgeometri behövs. Mejseleggen slits snabbt till en plan under abrasiva förhållanden, och övergår skärmekanismen från klippning till plöjning - en betydande prestandaförändring som ökar den erforderliga skärkraften och genererar mer värme vid skärytan. Att övervaka slitaget på mejselinsatser och byta ut vid eller före den plana slitagetröskeln är därför mer tidskritisk än med knappinsatsens geometrier.

Bärmekanismer och hur man känner igen dem
Att identifiera den specifika förslitningsmekanismen som påverkar TBM-hårdmetallskär i fält är utgångspunkten för att diagnostisera om den aktuella skärspecifikationen är lämplig för markförhållandena och om ingrepp - gradändring, geometriändring, driftsparameterjustering - sannolikt kommer att förbättra prestandan. De huvudsakliga slitsätten är distinkta i utseende och har olika grundorsaker.
- Slitande slitage (platt slitage): Progressivt avlägsnande av karbidmaterial från skärets spetsyta genom hårda mineralkorn i berget, vilket ger en slät platt eller facetterad sliten yta. Detta är det förväntade slitageläget i abrasiva formationer och indikerar att skäret förbrukar karbidvolym med en hastighet som bestäms av bergets nötningsförmåga och hårdheten hos hårdmetallkvaliteten. Om den flata slitagehastigheten är högre än förväntat, överväg att byta till en lägre kobolt, finare kornkvalitet - men se till att segheten förblir tillräcklig för de aktuella stötförhållandena.
- Chipping och mikrofraktur: Småskalig frakturering av karbidspetsen, synlig som oregelbundna kantbrott eller gropig ytstruktur. Flisning indikerar vanligtvis att den aktuella kvaliteten är för hård och spröd för de aktuella stötförhållandena - karbiden spricker innan bindemedlet kan deformeras och absorbera slagenergin. Detta slitageläge är vanligt när en lågkobolthalt specificerad för abrasiva förhållanden stöter på oväntade hårda inneslutningar eller sprickzoner. Lösningen är vanligtvis att öka kobolthalten eller kornstorleken för att förbättra segheten.
- Grov fraktur: Katastrofalt brott på insatskroppen, förlora en betydande del av eller hela insatsen ovanför monteringsskaftet. Det här felläget indikerar allvarlig överbelastning - vanligtvis från stötar med oväntat hårda stenblock, plötsliga förändringar i formationens styrka eller felaktig skärmontering som skapar spänningskoncentrationer vid skärets bas. Grov fraktur förstör skäret omedelbart och kan skada verktygskroppen, vilket gör det till ett dyrt felläge att undvika.
- Termisk sprickbildning: Ett nätverk av ytsprickor som strålar ut från skärspetsen, ibland kallat "värmekontroll". Detta inträffar när friktionsvärme vid skärytan orsakar snabb termisk cykling som överstiger karbidens termiska utmattningsmotstånd. Termisk sprickbildning är vanligare i torra skärförhållanden - vilket indikerar otillräcklig kylvattentillförsel till verktygsytan - eller när penetrationshastigheten är mycket hög, genererar ihållande friktionsvärme. Förbättring av kylvattenförsörjningen och översyn av skärparametrar är de primära reaktionerna på termisk sprickbildning.
- Koboltbindemedel urlakning: I surt grundvatten eller kemiskt aggressiva porvätskor kan koboltbindemedlet i karbidmatrisen selektivt lösas upp, vilket lämnar ett försvagat karbidskelett som är mycket känsligt för brott. Detta felläge kan identifieras av en porös, grå ytstruktur på insatsen och bekräftas av kemisk analys av grundvattnet. Nickel- eller nickel-krombundna karbidkvaliteter ger betydligt bättre korrosionsbeständighet i sura förhållanden och bör specificeras när bindemedelsläckage är en känd eller misstänkt risk.
Praxis för installation, inspektion och utbyte
Prestanda för hårdmetallskär i drift påverkas avsevärt av installationskvaliteten, frekvensen och noggrannheten av inspektionen under tunnling, och de kriterier som används för att utlösa utbyte. Dålig praxis inom något av dessa områden minskar skärets livslängd och ökar verktygskostnaderna per meter, oavsett hur väl hårdmetallkvaliteten är specificerad.
Installationskrav
Press-fit knappinsatser måste installeras med korrekt passform mellan insatsskaftet och det förberedda sätet i verktygskroppen. För lite interferens gör att skäret roterar eller lossnar under skärkrafter, vilket påskyndar slitaget och leder så småningom till skärförlust; för mycket interferens genererar dragspänning i karbidskaftet vid installation, vilket kan initiera sprickor som fortplantar sig till brott under drift. Tillverkarna anger den erforderliga interferenspassningen för varje kombination av skärdiameter och kroppsmaterial – dessa specifikationer bör följas noggrant, med sätesdimensioner verifierade genom mätning före installation. Hårdlödda skär kräver korrekt val av lödlegering, flussmedelsapplicering och lödfogtjocklekskontroll för att uppnå den bindningsstyrka som behövs för att motstå skärkrafter utan att spricka hårdmetallen intill lödgränsytan.
Inspektionsprotokoll under drift
Inspektionsintervallen för TBM-klipphuvuden varierar med markförhållanden och projektkrav, men sker vanligtvis var 300–600:e meters framsteg i medelhård mark och oftare i mycket abrasiva formationer. Under varje inspektion ska varje skärposition undersökas visuellt för de slitagelägen som beskrivs ovan, och skärets slitagedjup bör mätas vid representativa positioner med hjälp av en djupmätare. Infoga slitagekartor – registrerar slitage vid varje position på klipphuvudet över successiva inspektionsintervaller – tillåter identifiering av positioner med onormalt höga slitagehastigheter som kan indikera lokaliserade formationsförändringar, problem med kylvattenleverans eller obalans i klipphuvudets rotation som kräver undersökning.
Ersättningskriterier
Skär bör bytas ut innan de slits till den punkt där stålverktygskroppen börjar komma i kontakt med bergytan - då slits verktygskroppen snabbt och kostnaden för verktygskroppsbyte överstiger vida besparingen från att maximera skärets gångtid. Typiska ersättningskriterier för knappinsatser anger en maximal flat slitagediameter på 60–70 % av den ursprungliga skärdiametern, utöver vilken förslitningshastigheten accelererar olinjärt och risken för grov fraktur ökar markant. För skivskärare övervakas ringslitaget genom att mäta minskningen av ringdiametern från den ursprungliga specifikationen, med utbyte typiskt utlöst vid en slitagegräns på 5–10 mm diameterminskning beroende på ringens design.
Nyckelfaktorer vid inköp av TBM-hårdmetallskär
Upphandling av hårdmetallskär för tunnelborrmaskiner involverar tekniska, kommersiella och logistiska överväganden som är specifika för den underjordiska byggmiljön. Konsekvenserna av att specificera fel produkt eller att ta slut i lager på mitten av disken är allvarliga nog för att göra inköpsbeslutet betydligt mer följdriktigt än för de flesta inköp av industriella förbrukningsartiklar.
- Begär materialcertifieringar och betygsdatablad. Alla ansedda leverantörer av hårdmetallskär bör tillhandahålla materialtestcertifikat som bekräftar hårdhet (HRA eller HV30), tvärgående brotthållfasthet, densitet och kobolthalt för varje produktionssats. Verifiera att den levererade kvaliteten stämmer överens med specifikationen och att batch-till-batch-konsistensen bibehålls - gradvariation mellan batcherna är ett känt kvalitetsproblem hos vissa tillverkare som är verksamma vid varusidan av marknaden.
- Bekräfta dimensionella toleranser mot dina verktygskroppsspecifikationer. Skärskaftets diametertoleranser för presspassningsapplikationer specificeras vanligtvis i intervallet ±0,01–0,02 mm. Begär måttinspektionsrapporter som bekräftar att de medföljande insatserna uppfyller det specificerade toleransbandet — insatser utanför tolerans kan inte detekteras visuellt och kommer att orsaka installationsproblem eller för tidigt fel i driften.
- Upprätthåll adekvat säkerhetslager under projektets varaktighet. TBM-drivenheter i slipande mark förbrukar skär snabbt — förbrukningshastigheter på flera hundra skär per vecka är inte ovanliga i mycket abrasiva granit- eller kvartsitdrivningar. Upprätta en förbrukningsprognos baserad på den förväntade nötningsförmågan i formationen, planerade penetrationshastigheter och skärhuvudets design och storlek på säkerhetslager för att täcka minst fyra till sex veckors prognostiserad förbrukning på projektplatsen. Störningar i försörjningskedjan under en aktiv TBM-drift har en direkt och omedelbar inverkan på projektschemat.
- Tänk på total ägandekostnad snarare än enhetspris. Ett hårdmetallskär som kostar 20 % mer men som håller 50 % längre i en given formation sänker verktygskostnaden per meter förflyttning med cirka 25 % samtidigt som det minskar arbetskostnaden för inspektion och utbytesingrepp. Att utvärdera insticksleverantörer på prestandadata för kostnad per meter från jämförbara projekt snarare än enbart enhetspris ger genomgående bättre projektresultat och är det tillvägagångssätt som används av erfarna TBM-entreprenörer globalt.
- Engagera teknisk support från leverantörer för nya eller utmanande formationer. När projektets geologi inkluderar formationer utanför standardkategorierna för hårda bergarter eller mjuk mark - starkt sprucket berg, kemiskt aggressivt grundvatten, extrem nötningsförmåga eller blandad yta med stora stenblock - samarbeta med insatsleverantörens tekniska team för att utveckla och validera insatsspecifikationen innan drevet börjar. Kostnaden för en teknisk granskning förprojektet är försumbar jämfört med kostnaden för att upptäcka en otillräcklig specifikation genom för tidigt insticksfel under en live-drift.
Våra produkter //
Relaterade produkter



Om du är intresserad av våra produkter, vänligen kontakta oss
