
SV
Volframkarbid: egenskaper, användningsområden, tillverkning
Branschnyheter-Förstå sammansättningen och egenskaperna hos volframkarbid
Volframkarbid är en tät, metalloid förening som bildas genom kemisk bindning av lika delar volfram och kolatomer. I sin mest grundläggande form finns det som ett fint grått pulver, men det används oftast i ett "cementerat" tillstånd. Denna process involverar sintring av pulvret med ett metalliskt bindemedel - vanligtvis kobolt eller nickel - för att skapa ett material som har extraordinär hårdhet och termisk stabilitet. Denna förening kallas i dagligt tal "industridiamant" och är ungefär dubbelt så styv som stål och betydligt tätare än antingen titan eller standardgjutjärn.
De fysiska egenskaperna hos detta material gör det oumbärligt i miljöer med hög friktion och värme. Den har en Youngs modul på cirka 450 till 650 GPa, vilket gör att den kan motstå deformation under extremt tryck. Dessutom är dess termiska expansionskoefficient anmärkningsvärt låg, vilket säkerställer dimensionsstabilitet när verktyg når höga driftstemperaturer. Denna kombination av egenskaper säkerställer att komponenter tillverkade av denna legering bibehåller sin strukturella integritet mycket längre än traditionella höghastighetstål motsvarigheter.
Vanliga industriella tillämpningar och variationer
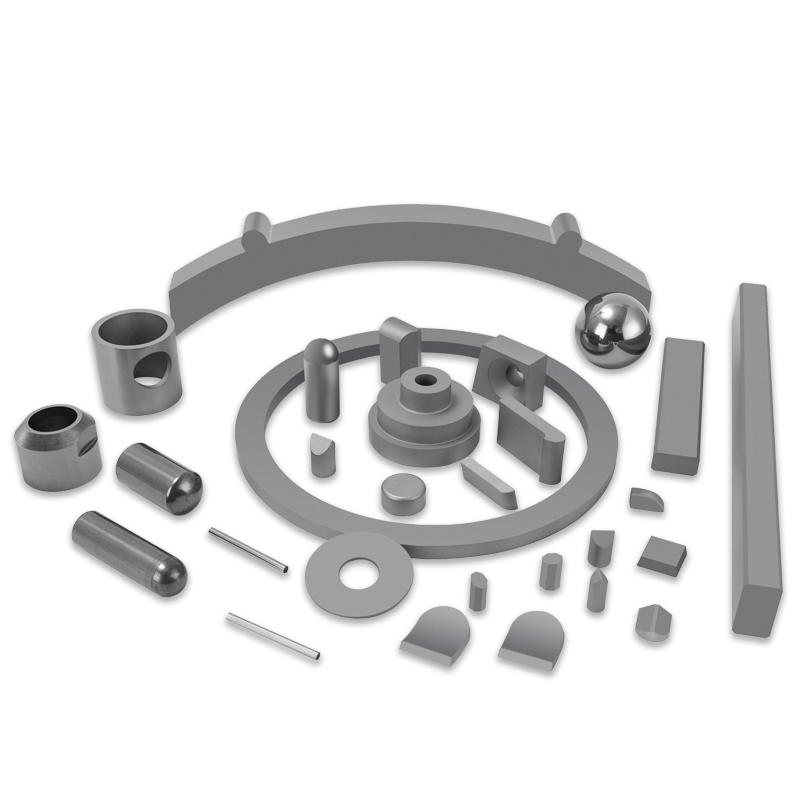
Mångsidigheten hos volframkarbid variationer gör att den kan skräddarsys för specifika mekaniska uppgifter. Genom att justera kornstorleken på hårdmetallpartiklarna och andelen metallbindemedel kan tillverkare prioritera antingen seghet eller slitstyrka. Till exempel, en högre kobolthalt ökar slaghållfastheten, vilket är avgörande för gruvborr, medan ett lägre bindemedelsinnehåll maximerar hårdheten för precisionsskär.
- Metallbearbetning och fräsning: Används flitigt vid tillverkning av pinnfräsar, svarvar och borrkronor för bearbetning av tuffa legeringar.
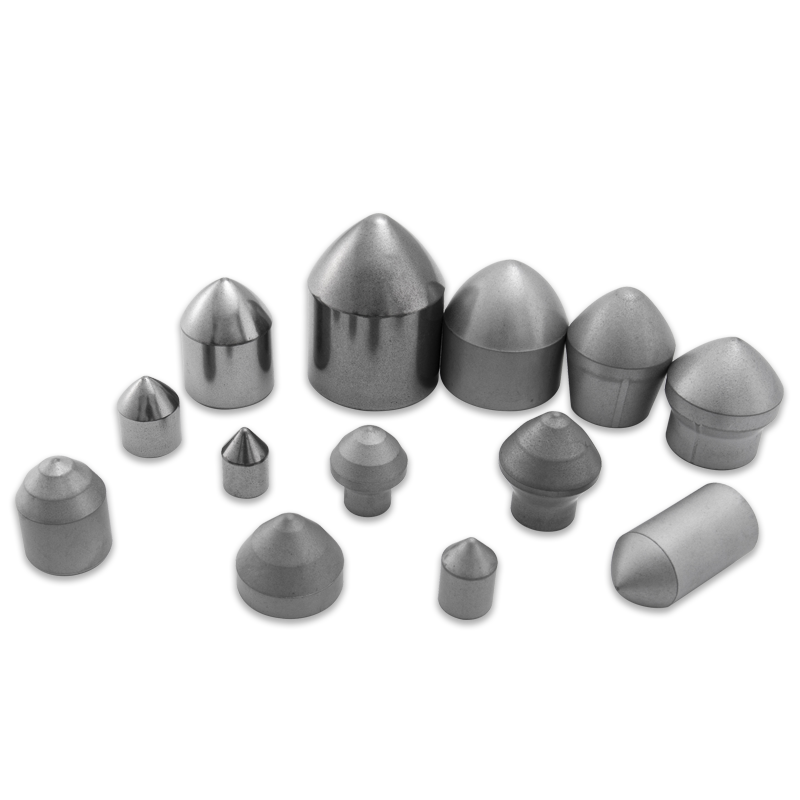
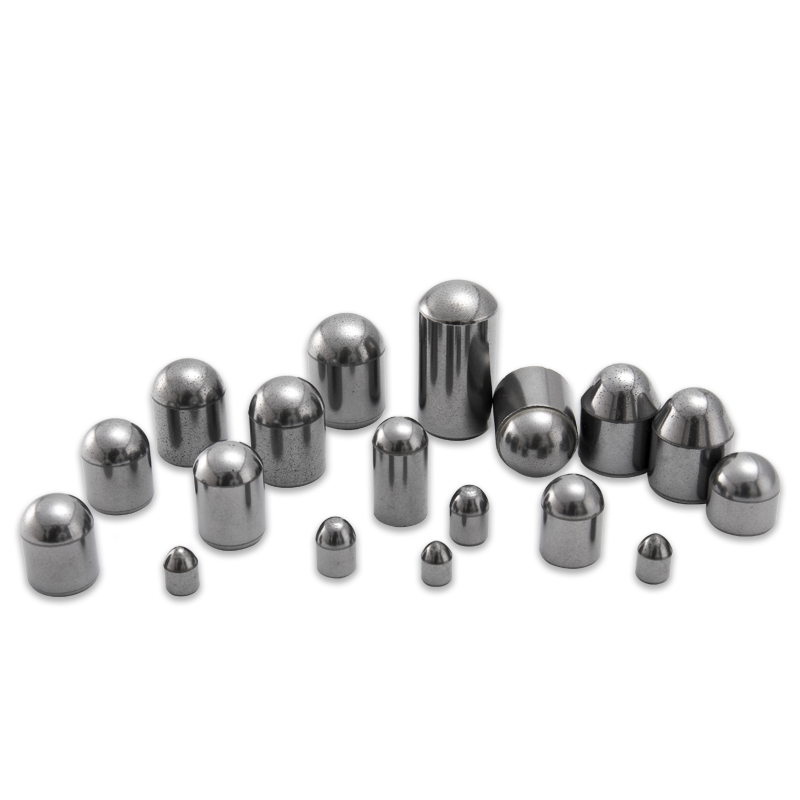
- Gruvdrift och bergborrning: Används i "knappbitar" och tunnelsköldar på grund av dess förmåga att krossa genom fast berg och granit.
- Slitdelar: Används i munstycken, ventilsäten och lager där nötande vätskor eller högtrycksmiljöer finns.
- Smycken: Föredragen för bröllopsringar eftersom dess reptålighet säkerställer en permanent polering som inte kan skadas av dagliga aktiviteter.

Jämförande analys av hårdhet och prestanda
För att uppskatta användbarheten av hårdmetall är det bra att jämföra det med andra vanliga tekniska material. Även om stål är allmänt förekommande på grund av dess kostnadseffektivitet och enkla tillverkning, misslyckas det snabbt vid höghastighetsbearbetning där värme gör att skäreggen mjuknar. Volframbaserade legeringar överbryggar klyftan mellan vanliga metaller och superhårda material som Cubic Boron Nitride (CBN) eller polykristallin diamant.
| Material | Mohs hårdhetsskala | Densitet (g/cm³) |
| Härdat stål | 7,0 - 8,0 | 7.8 |
| Volframkarbid | 9,0 - 9,5 | 15.6 |
| Titanlegering | 6.0 | 4.5 |
| Diamant | 10.0 | 3.5 |
Tillverkningsprocessen: från pulver till verktyg
Tillverkningen av hårdmetallverktyg är en sofistikerad pulvermetallurgisk process. Det börjar med beredningen av rå volfram och kol, som värms upp vid extrema temperaturer för att bilda karbidmolekylen. Denna kulfräs sedan med en bindemetall tills en enhetlig konsistens uppnås. Den resulterande blandningen spraytorkas för att bilda granuler som kan pressas till specifika "gröna" former, som är ömtåliga och överdimensionerade för att ta hänsyn till krympning under slutskedet.
Sintring och varmisostatisk pressning
Den slutliga omvandlingen sker i en vakuumugn under sintring. Temperaturen höjs till en punkt där bindemedelsmetallen blir flytande, vilket drar samman karbidpartiklarna och eliminerar porositet. Detta resulterar i en helt tät, otroligt hård komponent. I många högpresterande applikationer används också Hot Isostatic Pressing (HIP) som applicerar gastryck under uppvärmningscykeln för att säkerställa att materialet är fritt från inre defekter, vilket maximerar dess brotthållfasthet.
Fördelar med att använda hårdmetall i precisionsteknik
Att välja volfram-kolföreningar framför traditionella material ger flera långsiktiga ekonomiska fördelar. Medan den initiala kostnaden för materialet är högre, minskar den förlängda verktygslivslängden frekvensen av byten och maskinens stilleståndstid. Detta är särskilt viktigt i automatiserade tillverkningsmiljöer där konsekvens är av största vikt.
- Överlägsen ytfinish: Eftersom materialet motstår slitage förblir skäreggarna vassa längre, vilket resulterar i jämnare finish på bearbetade delar.
- Korrosionsbeständighet: Olika kvaliteter av karbid är formulerade för att motstå kemisk erosion, vilket gör dem lämpliga för olje- och gasutvinning.
- Hög tryckhållfasthet: Den tål enorma belastningar utan att splittras, vilket är anledningen till att den används i städ för laboratorieexperiment som simulerar djupa jordtryck.
Våra produkter //
Relaterade produkter



Om du är intresserad av våra produkter, vänligen kontakta oss
