
SV
Vägfräsverktyg i volframkarbid: vad de är, hur de fungerar och hur du får ut det mesta av dem
Branschnyheter-Vad är volframkarbidvägfräsverktyg och varför de är viktiga
Vägfräsverktyg i volframkarbid – även kallade hårdmetallfräsar, väghyvelbitar, kallfräständer eller beläggningsfräsar – är de individuella skärelementen monterade på den roterande trumman i en kallfräsmaskin. När en vägfräsmaskin passerar över en asfalt- eller betongbeläggningsyta är det dessa små men utomordentligt hårda hårdmetallspetsade verktyg som gör själva arbetet med att bryta, skära och ta bort beläggningsmaterialet. Varje verktyg är en exakt konstruerad komponent som består av en stålkropp, en hållare eller block av härdat stål och en spets av volframkarbid som löds eller presspassas till skäränden. Volframkarbidspetsen är verktygets affärsända – den kommer i direkt kontakt med beläggningen och måste motstå de kombinerade påfrestningarna av slag, nötning, kompression och värme som genereras under fräsning vid trumrotationshastigheter som kan överstiga 100 varv per minut.
Anledningen till att volframkarbid är det valda materialet för vägfrässpetsar är dess extraordinära kombination av hårdhet och slitstyrka. Med en hårdhetsklassning på cirka 9,5 på Mohs-skalan - näst efter diamant - och en tryckhållfasthet som vida överstiger höghastighetstål eller andra verktygsmaterial, bibehåller volframkarbid sin skärgeometri mycket längre än alternativa material när den utsätts för de extrema nötande förhållandena vid beläggningsfräsning. Detta leder direkt till lägre verktygsbytesfrekvens, minskad maskinstilleståndstid, bättre skärkvalitetskonsistens över verktygets livslängd och i slutändan lägre totalkostnad per kvadratmeter fräst yta. Inom vägrehabilitering och beläggningsunderhåll där verktygsförbrukning är en av de mest betydande rörliga driftskostnaderna, har kvaliteten och specifikationen av hårdmetallfräsverktyg en mätbar inverkan på projektets lönsamhet.
Anatomin hos en volframkarbidfräsning
Att förstå strukturen hos ett vägfräsverktyg i hårdmetall hjälper till att förklara varför olika konstruktioner fungerar olika under olika beläggningsförhållanden och varför det är så viktigt att matcha verktygsspecifikationen till applikationen för att uppnå optimal prestanda och livslängd.
Tungsten Carbide Tips
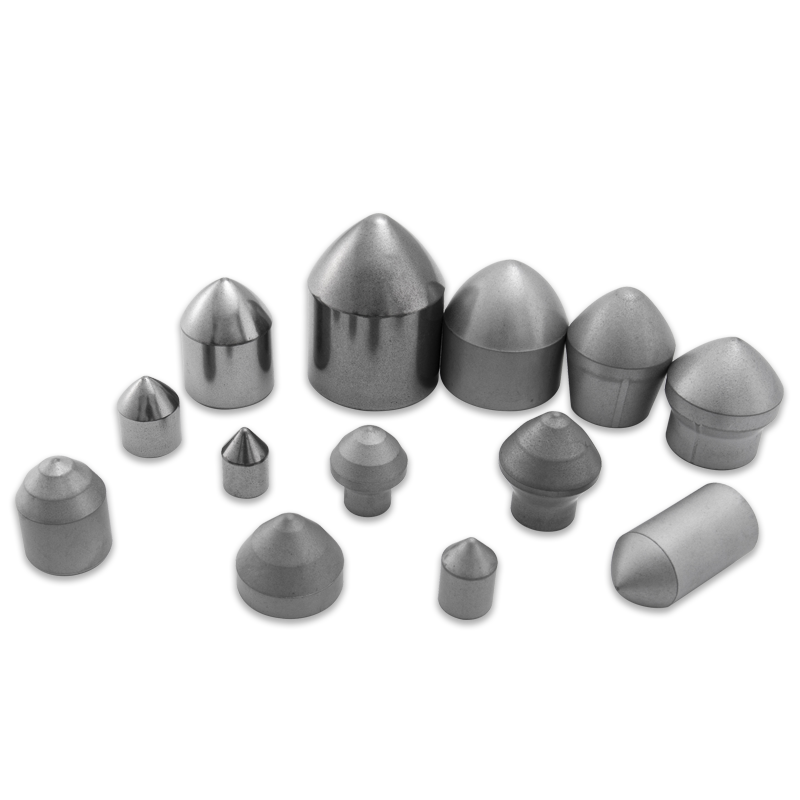
Hårdmetallspetsen är den mest tekniskt kritiska komponenten i ett vägfräsverktyg. Den är tillverkad av cementerad volframkarbid - ett kompositmaterial som framställs genom att sintra volframkarbidpulver med ett metalliskt bindemedel, oftast kobolt, vid mycket höga temperaturer och tryck. Egenskaperna hos den färdiga karbidspetsen bestäms av volframkarbidpulvrets kornstorlek, innehållet av koboltbindemedel och sintringsförhållandena. Finkorniga hårdmetallkvaliteter med lägre kobolthalt (6–8 %) ger maximal hårdhet och slitstyrka, vilket gör dem lämpliga för applikationer med hög nötning, såsom fräsning av hård ballast eller betongbeläggningar. Grövre kornkvaliteter med högre kobolthalt (10–12 %) ger avkall på en viss hårdhet för förbättrad seghet och slaghållfasthet, vilket gör dem mer lämpliga för fräsningstillämpningar som involverar slagbelastning, såsom arbete i kraftigt spruckna eller oregelbundna beläggningar där verktyget utsätts för intermittent kraftiga stötar. Geometrin på spetsen - dess konvinkel, spetsradie och övergripande form - påverkar hur effektivt den penetrerar beläggningen och hur skärkrafterna fördelas genom verktygskroppen under fräsning.
Verktygskroppen och skaftet
Stålverktygskroppen överför skärkrafterna från hårdmetallspetsen till verktygshållaren och trumenheten. Den är vanligtvis tillverkad av legerat stål med medelhög kol som är värmebehandlat för att ge en noggrant balanserad kombination av ythårdhet - för att motstå nötande slitage från beläggningsmaterial som flyter förbi kroppen under skärning - och kärnseghet för att absorbera stötbelastningar utan att spricka. Skaftdiametern är en standardiserad dimension som måste matcha hålet i verktygshållaren i vilken den sätts in. Den vanligaste skaftdiametern för vägfräsverktyg är 22 mm, även om 25 mm och 30 mm skaft används på tunga maskiner och specifika trumkonfigurationer. En slitageskyddande hårdring appliceras ofta runt basen av hårdmetallspetsen på förstklassiga verktygskonstruktioner för att skydda stålkroppen i högslitagezonen omedelbart bakom spetsen, vilket förlänger karossens livslängd och minskar frekvensen då hela verktyget måste bytas ut även när hårdmetallspetsen fortfarande är användbar.
Verktygshållaren och blocksystemet
Vägfräsverktyg svetsas inte direkt på trumman. De sätts in i verktygshållare - även kallade blockhållare eller basblock - som är svetsade på trumytan i ett specifikt mönster. Verktygshållaren har två kritiska funktioner: den ger den exakta vinkelpositioneringen av verktyget i förhållande till trumytan som bestämmer skärgeometri och materialflöde, och den tillåter snabbt verktygsbyte i fält utan att behöva svetsa eller bearbeta själva trumman. Gränssnittet mellan verktyg och hållare använder ett fjäderhållningssystem - vanligtvis en låsring eller fjäderklämma runt verktygsskaftet - som håller verktyget säkert under drift samtidigt som det kan slås ut med en stans och bytas ut på några sekunder när det är slitet. Själva hållarkroppen är ett slitage som också måste övervakas och bytas ut med jämna mellanrum, eftersom överdrivet slitage på hållaren orsakar verktygsfel som påskyndar skador på hårdmetallspetsar och minskar fräskvaliteten.
Hur hårdmetallfräsverktyg är anordnade på trumman och varför det är viktigt
Mönstret i vilket vägfräsverktyg i volframkarbid är monterade på trumman - deras avstånd, vinkelorientering och radkonfiguration - är lika viktigt som verktygen själva för att bestämma fräsprestanda. Valskonfigurationen är konstruerad för att balansera flera konkurrerande krav: skäreffektivitet, ytstrukturkvalitet, materialflöde genom trumhuset, vibrationsegenskaper och fördelningen av skärbelastningen över enskilda verktyg.
Verktygen är anordnade i spiralformade rader runt trummans omkrets, med spiralvinkeln och avståndet mellan verktyg och verktyg i varje rad som bestämmer det skärmönster som finns kvar i den frästa ytan. Ett finare verktygsavstånd – fler verktyg per enhet trumbredd – ger en jämnare fräst ytstruktur med mindre åsar mellan individuella verktygssnitt, vilket är viktigt när den frästa ytan ska användas som en tillfällig löpyta innan ombeläggning, eller när ytregelbundenhet är avgörande för efterföljande beläggningsskiktsvidhäftning. Bredare verktygsavstånd ger en grövre textur som genererar mer aggressiv materialborttagning per verktyg och minskar den kraft som krävs per ytenhet, vilket kan vara fördelaktigt vid djupfräsning där produktivitet prioriteras framför ytkvalitet.
Vinkelorienteringen av varje verktygshållare på trumman – både den radiella vinkeln (hur långt framåt verktyget lutar i rotationsriktningen) och sidovinkeln (verktygsaxelns lutning i sidled i förhållande till trumaxeln) – styr hur hårdmetallspetsen griper in i beläggningen, hur skärkrafterna fördelas och hur det frästa materialet riktas in i det frästa systemet. Precision i trumkonfigurationsteknik är en av de viktigaste skillnaderna mellan högpresterande fräsmaskiner från ledande tillverkare och alternativ av lägre kvalitet som kan uppnå acceptabla materialavlägsningshastigheter men som ger sämre ytstruktur, högre verktygsslitage och större maskinvibrationer.
Typer av vägfräsverktyg i volframkarbid och deras specifika tillämpningar
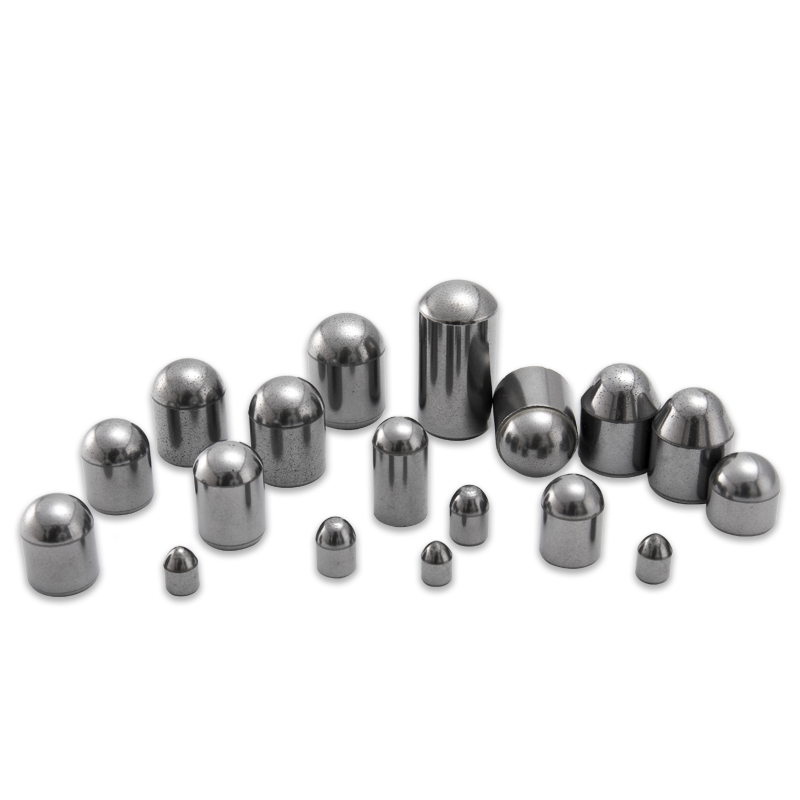
Marknaden för vägfräsverktyg erbjuder flera distinkta verktygstyper optimerade för olika beläggningsmaterial, fräsdjup, maskinstorlekar och prestandaprioriteringar. Att välja rätt verktygstyp för den specifika applikationen är ett av de mest avgörande besluten när det gäller hantering av fräsverktygskostnader och produktivitet.
| Verktygstyp | Hårdmetallspetsgeometri | Bästa applikationen | Nyckelfördel |
| Standard konisk hack | Spetsig kon, medelhög spetsradie | Allmän asfaltfräsning, borttagning av ytlag | Mångsidig, kostnadseffektiv, allmänt tillgänglig |
| Ballistiskt spetsval | Rund ballistisk profil, större spetsradie | Hård ballastasfalt, slipande beläggningsmaterial | Överlägsen slitstyrka i mycket abrasiva förhållanden |
| Platt- eller mejselplock | Platt eller lätt böjt ansikte | Finfräsning, ytprofilering, mullbandsskärning | Ger jämnare ytstruktur, exakt djupkontroll |
| Betongfräsning hacka | Extra tjock spets, förstärkt kropp | Borttagning av beläggning av portlandcementbetong | Hög slagseghet för betongens spröda brottbeteende |
| Ekonomi / standardbetyg | Standardgeometri, lägre hårdmetallkvalitet | Lågnötande asfalt, kort projekttid | Lägre initialkostnad där verktygets livslängd inte är den primära drivkraften |
| Premium/förlängd livslängd | Optimerad geometri, högkvalitativ hårdmetall, förstärkt kropp | Högproduktionsfräsning, slipande eller variabel beläggning | Maximal livslängd, lägsta kostnad per kvadratmeter över hela projektet |
Faktorer som avgör hur länge hårdmetallfräsar håller i fält
Verktygslivslängden är det mått som mest direkt avgör driftsekonomin för ett vägfräsprojekt. Antalet kvadratmeter beläggning som kan fräsas per uppsättning verktyg varierar enormt – från några tusen kvadratmeter under de mest krävande förhållanden till tiotusentals kvadratmeter under gynnsamma förhållanden – och att förstå de variabler som driver denna variation hjälper operatörer och projektledare att fatta bättre beslut om verktygsval, maskininställningar och driftspraxis.

Beläggningsmaterial hårdhet och aggregattyp
Den enskilt mest inflytelserika faktorn i hårdmetallfräsverktygets livslängd är hårdheten och nötningsförmågan hos beläggningsmaterialet som skärs. Asfaltbeläggningar som innehåller hårda magmatiska aggregat som kvartsit, granit eller basalt är betydligt mer nötande än de som använder mjukare kalkstens- eller sandstensaggregat, och verktygsnötningen kan vara två till fyra gånger högre under samma fräsförhållanden. Armerad betong är det mest krävande materialet - kombinationen av hård ballast, cementpasta och stålarmering skapar extremt slitage och stötbelastning som begränsar livslängden till en liten bråkdel av vad som är möjligt att uppnå i asfalt. Att förstå den samlade geologin för den beläggning som fräses innan jobbet påbörjas är en viktig input till realistiska verktygsförbrukningsprognoser.
Fräsdjup och maskindriftsparametrar
Djupare frässkärningar ökar belastningen per verktyg, värmen som genereras vid skärgränssnittet och volymen material som varje verktyg måste bearbeta per tidsenhet, vilket allt accelererar slitaget. Att köra fräsmaskinen med högre hastigheter framåt än vad som är lämpligt för fräsdjupet och beläggningens hårdhet ökar spånbelastningen på varje verktyg och kan orsaka hårdmetallspetsbrott snarare än gradvis slitage - ett mycket mer destruktivt felläge. Trummans rotationshastighet spelar också roll: att köra trumman snabbare än nödvändigt för materialet ökar stötfrekvensen utan att förbättra produktiviteten och höjer spetstemperaturen, vilket minskar hårdmetallen och påskyndar slitaget. Att optimera kombinationen av framåthastighet, fräsdjup och trumrotationshastighet för det specifika beläggningsmaterialet är en av de mest effektiva spakarna för att förlänga verktygets livslängd utan att kompromissa med produktionshastigheterna.
Vattenspraysystems prestanda
Vägfräsmaskiner är utrustade med ett vattenspraysystem som leder vatten mot trumman och verktygen under drift. Detta system har två kritiska funktioner: kyla hårdmetallspetsarna för att förhindra värmerelaterad hårdhetsförlust och termisk sprickbildning, och dämpa dammmolnet som genereras av fräsningsprocessen. Ett korrekt fungerande vattenspraysystem med adekvat flöde och korrekt munstycksposition riktad mot varje verktygsrad kan förlänga hårdmetallverktygens livslängd med 20–40 % jämfört med drift utan vatten eller med ett dåligt underhållet spraysystem. Blockerade eller felinriktade sprutmunstycken är en vanlig och lätt förbisedd orsak till för tidigt verktygsslitage, och kontroll av sprutsystemet i början av varje skift bör vara en standarddel av maskininstallationen.
Verktygsrotation och slitageövervakning
Fräshackar av volframkarbid är utformade för att rotera fritt i sina hållare under drift, vilket fördelar slitaget jämnt runt omkretsen av hårdmetallspetsen. Ett verktyg som inte kan rotera – eftersom dess hållarhål är slitet, förorenat med skräp eller att verktygsskaftet är korroderat – slits asymmetriskt och utvecklar en platt fläck på ena sidan av spetsen som dramatiskt minskar skäreffektiviteten och livslängden. Regelbunden inspektion av verktygsrotation under drift, smörjning av verktygsskaft under byte och byte av slitna hållare innan de orsakar verktygsrotationsbegränsningar är väsentliga metoder för att maximera avkastningen på investeringen i förstklassiga hårdmetallverktygskvaliteter.
Hur man inspekterar, byter ut och hanterar hårdmetallfräsverktyg på jobbet
Effektiv verktygshantering på fältet kräver ett systematiskt tillvägagångssätt för inspektion, ersättningsschemaläggning och journalföring som går längre än att bara byta ut verktyg när de uppenbart misslyckas. Ett proaktivt verktygshanteringsprogram minskar oplanerad stilleståndstid, förbättrar ytkvalitetskonsistensen och sänker den totala verktygskostnaden per projekt genom att fånga upp slitagemönster tidigt och åtgärda deras grundorsaker innan de eskalerar.
- Upprätta ett regelbundet inspektionsintervall: Inspektera den fulla trumman med ett definierat intervall – vanligtvis var 2–4:e timmes fräsning beroende på förhållandena – istället för att vänta på att synliga problem ska uppstå. Verktygsslitage i ett tidigt skede är mycket enklare och billigare att hantera än katastrofala verktygsfel som skadar hållare och trumkomponenter. Använd en ficklampa och spegel för att inspektera undersidan av trumman medan den står stilla med maskinen säkert avstängd och låst.
- Ersätt verktyg i grupper snarare än individuellt: När flera verktyg i rad eller sektion uppvisar betydande slitage, byt ut hela gruppen istället för bara de mest slitna enskilda verktygen. Verktygsset med blandat slitage skapar ojämn lastfördelning över trumman, överbelasta de nyare verktygen intill hårt slitna och påskyndar deras slitage i sin tur. Byte av verktyg i systematiska grupper upprätthåller en konsekvent slitprofil över trumman.
- Inspektera hållarna varje gång ett verktyg byts: Mät hållarens håldiameter med en mätare eller kontrollera om det finns synligt ovalt slitage, sprickor eller värmemissfärgning när ett verktyg tas bort. Ett hållarhål som har slitits överdimensionerat - vanligtvis mer än 0,5 mm över den nominella hålets diameter - kommer inte att hålla kvar det nya verktygsskaftet korrekt, vilket förhindrar verktygsrotation och orsakar för tidigt slitage på ersättningsverktyget. Byt ut slitna hållare omedelbart istället för att återanvända dem.
- Registrera verktygsförbrukning efter valsposition: Att spåra vilka positioner på trumman som förbrukar verktyg snabbast avslöjar systematiska slitagemönster som indikerar specifika driftsproblem – otillräcklig vattenspraytäckning på vissa rader, felinställning av hållaren i en trumsektion eller beläggningsförhållanden som är särskilt aggressiva i specifika områden av snittet. Dessa data är ovärderliga för att diagnostisera och korrigera förslitningsproblem i grunden snarare än att bara byta ut verktyg reaktivt.
- Använd rätt verktyg för utvinning och installation: Användning av improviserade eller felaktiga drivstansar och installationsverktyg för att ta bort och placera fräshakar skadar verktygsskaft, hållarhål och låsfjäderklämmor, vilket orsakar passningsproblem som påverkar både verktygets fasthållningssäkerhet och rotationsprestanda. Använd alltid tillverkarens specificerade utsugs- och installationsverktyg och utbilda all fältpersonal i korrekt procedur innan de låter dem utföra trumunderhåll.
- Förvara reservverktyg och hållare korrekt: Volframkarbid är spröd och kan flisa eller spricka om verktyg slängs löst i en metallbehållare där de kolliderar under transport. Förvara reservverktyg i delade brickor eller rörliknande hållare som förhindrar kontakt mellan enskilda hårdmetallspetsar. Håll förvaringen torr för att förhindra skaftkorrosion som försämrar rotationen och försvårar framtida verktygsutdragning.
OEM vs eftermarknad hårdmetallfräsverktyg: Hur man utvärderar den verkliga kostnadsskillnaden
Ett av de vanligaste köpbesluten som vägfräsentreprenörer står inför är om de ska använda originalutrustningstillverkaren (OEM) hårdmetallfräsverktyg eller eftermarknadsalternativ från tredjepartsleverantörer. Prisskillnaden mellan OEM- och eftermarknadsfräsar i hårdmetall kan vara betydande – eftermarknadsverktyg är ofta 30–60 % billigare per enhet än OEM-ekvivalenter – men den relevanta jämförelsen är inte enhetspriset utan kostnaden per kvadratmeter fräst beläggning, som beror på verktygets livslängd, felfrekvens och eventuella nedströmskostnader från hållarskador eller problem med ytkvalitet.
Premium OEM hårdmetallfräsverktyg från tillverkare som Wirtgen, Kennametal, Element Six och Betek är designade och testade specifikt för trumkonfigurationer och driftsförhållanden för de maskiner som de levereras med. De använder exakt specificerade hårdmetallkvaliteter, optimerade spetsgeometrier och kontrollerad värmebehandling av verktygskroppen som är validerade för att leverera definierade verktygslivsmål under specificerade förhållanden. Toleranserna för hårdmetallkvalitet och spetsgeometri i premium OEM-verktyg hålls till strängare specifikationer än många billigare eftermarknadsalternativ, och denna konsekvens återspeglas i mer förutsägbar verktygslivslängd och lägre felfrekvens under drift.
Ansedda eftermarknadsleverantörer av hårdmetallfräsverktyg som investerar i metallurgisk kvalitetskontroll, använder likvärdiga hårdmetallkvaliteter och tillverkar till dimensionstoleranser som är kompatibla med målhållarsystemen kan erbjuda verkligt värde. Risken ligger i eftermarknadsverktyg av lägre kvalitet som använder sämre hårdmetallkvaliteter med grövre kornstruktur och inkonsekvent kobolthalt, dåligt kontrollerad hårdlödning av spetsen till kroppen som leder till för tidig spetsförlust, eller dimensionstoleranser som resulterar i dålig passform i hållaren och begränsad verktygsrotation. Att utvärdera eftermarknadsverktyg kräver att man kör kontrollerade fältförsök som jämför den totala kostnaden per kvadratmeter – med hänsyn till verktygsförbrukning, hållarslitage och eventuella kvalitetsproblem – snarare än att bara jämföra inköpspriset per verktyg. Ett verktyg som kostar 40 % mindre men som slits dubbelt så snabbt ger inga kostnadsbesparingar och kan ge extra kostnader genom ökat slitage på hållaren och stilleståndstid för trummor.
Matchande hårdmetallverktygsspecifikation till vanliga vägfräsningsapplikationer
Olika vägfräsningsapplikationer ställer fundamentalt olika krav på hårdmetallfräsverktyg, och att använda ett allmänt verktyg för alla applikationer är sällan det mest kostnadseffektiva tillvägagångssättet. Att anpassa verktygsspecifikationen till applikationstypen är ett enkelt sätt att förbättra verktygsekonomin utan att ändra inköpsvolym eller förhandla om bättre priser.
- Borttagning av ytskikt (0–40 mm djup) på stadsvägar: Detta är den största applikationen för vägfräsentreprenörer och involverar relativt ytlig kapning av standardasfalt vid måttliga maskinhastigheter. Standard koniska hårdmetallhakar i en medelhård hårdmetall är det lämpliga valet. Prioriteten är konsekvent verktygslivslängd och ytkvalitet snarare än extrem slitstyrka, och standardkvaliteter ger vanligtvis bästa kostnaden per kvadratmeter resultat under dessa förutsägbara förhållanden.
- Djupfräsning och återvinning på fullt djup (40–300 mm): Djupfräsning utsätter verktyg för avsevärt högre belastningar och temperaturer än ytfräsning, och de större stycken av fräst material som genereras på djupet skapar större slagbelastning på enskilda verktyg. Högklassiga hårdmetallplockar med förstärkta kroppar och högre kobolthalt för förbättrad slagseghet är det bättre valet här, även om enhetskostnaden är högre, eftersom den förbättrade segheten under kraftig slagbelastning förhindrar spetsbrott som gör standardverktyg oekonomiska i djupfräsningsapplikationer.
- Motorvägs- och flygfältsfräsning med hårt ballast: Högtrafikerade motorvägsbeläggningar använder ofta kvartsit eller granitmaterial som skapar extrem nötning på hårdmetallverktygsspetsar. Ballistiska spetskarbidplockar med finkorniga, lågkobolthårdmetallkvaliteter speciellt framtagna för maximal slitstyrka under höga nötningsförhållanden kommer konsekvent att överträffa standardplockar i dessa applikationer, och leverera betydligt fler kvadratmeter per verktyg trots högre enhetskostnad.
- Fräsning och markbeläggning av betongbeläggning: Portlandcementbetongfräsning är den mest krävande applikationen för vägfräsverktyg i hårdmetall. Den extrema hårdheten hos betongmaterial, i kombination med betongens spröda brottbeteende som skapar stora oregelbundna materialbitar och höga slagbelastningar på verktyg, kräver dedikerade betongfräsar med extra tjocka hårdmetallspetsar, armerade stålkroppar och hårdmetallkvaliteter optimerade för seghet över ren hårdhet. Att använda asfaltfräsningshakar i betong är en falsk ekonomi – felfrekvensen och verktygsförbrukningen kommer vida överstiga kostnadsskillnaden mellan generella och betongspecifika verktyg.
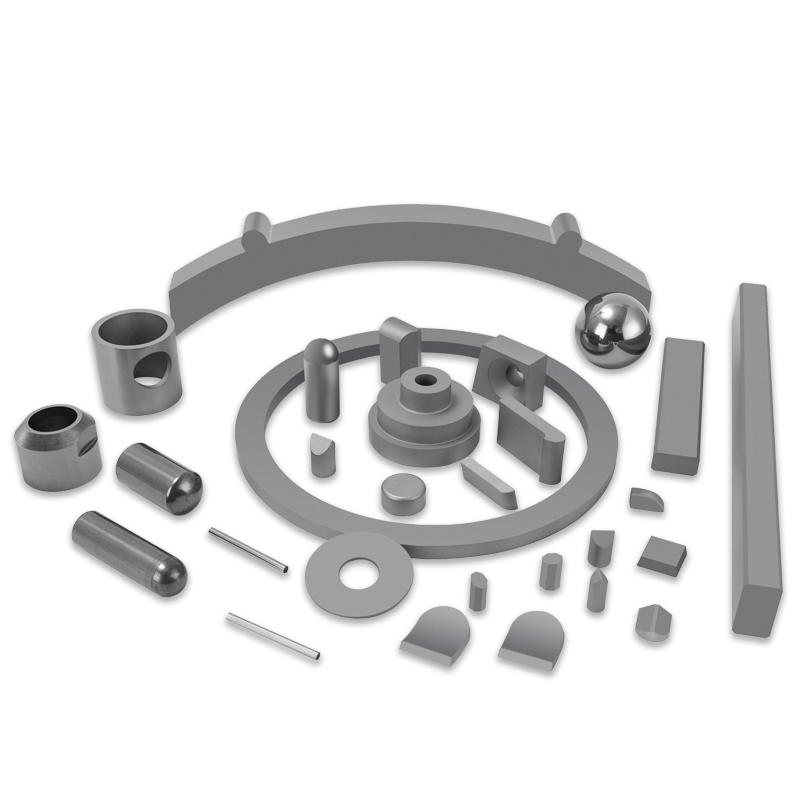
Våra produkter //
Relaterade produkter



Om du är intresserad av våra produkter, vänligen kontakta oss
