
SV
Varför är volframkarbidskär för tunnelborrmaskiner hemligheten bakom snabbare grävning?
Branschnyheter-Den kritiska rollen för volframkarbidskär i TBM-prestanda
Volframkarbidskär fungerar som "tänderna" på en tunnelborrmaskin (TBM), som bär bördan av det enorma tryck och friktion som krävs för att pulverisera sten. Dessa skär är strategiskt inbäddade i skärskivor eller borrkronor för att säkerställa att maskinen kan navigera genom olika geologiska skikt, från mjuk jord till extremt hård granit. Utan den höga hårdheten och brottsegheten hos volframkarbid skulle skärverktygen slitas ner i förtid, vilket leder till frekventa, kostsamma stilleståndstider för byten i djupa underjordiska miljöer.
Materialsammansättning och slitstyrka
Utförandet av Volframkarbidskär för tunnelborrmaskin s bestäms främst av deras kobolthalt och kornstorlek. En lägre koboltprocent ökar vanligtvis hårdheten och slitstyrkan, vilket är idealiskt för slipande berg. Omvänt ökar ett högre koboltinnehåll segheten, vilket förhindrar att skären spricker när man träffar hårda, intermittenta stenblock. Tillverkare använder ofta "gradient"-karbider som kombinerar ett hårt yttre skal med en tuffare kärna för att maximera verktygets livslängd under långdistansutgrävningsprojekt.
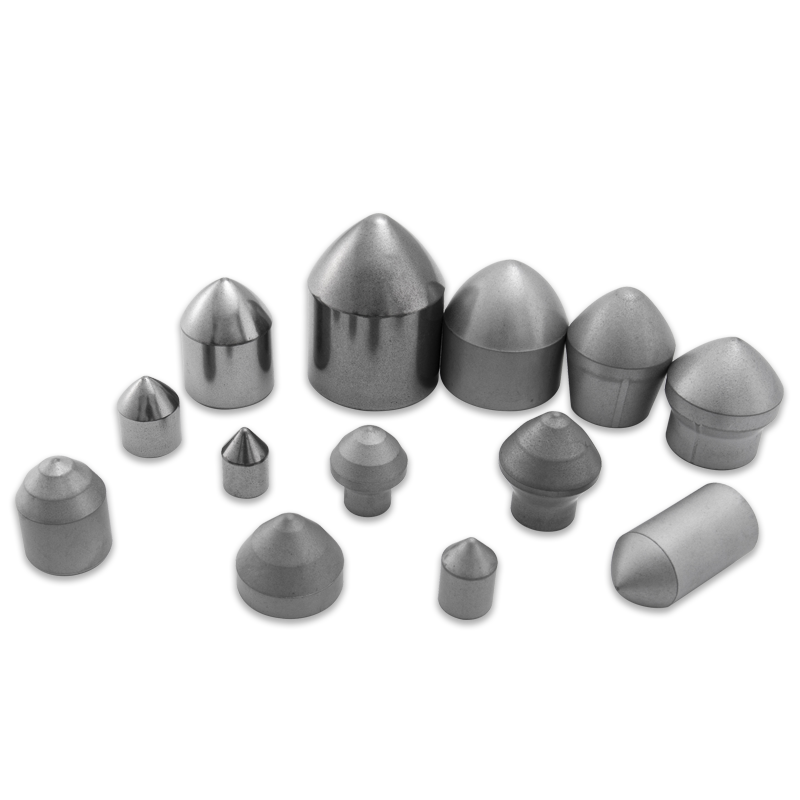
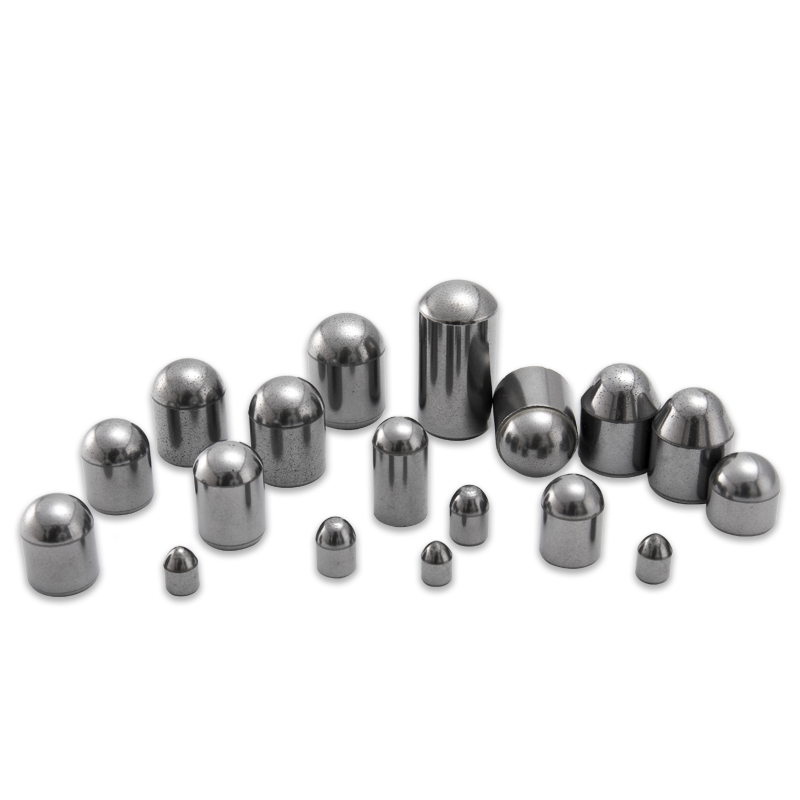
Vanliga former och tillämpningar av TBM-insatser
Olika geologiska förhållanden kräver specifika skärgeometrier för att optimera flisnings- och krossprocessen. Valet av form påverkar direkt penetrationshastigheten och energieffektiviteten hos TBM. Att välja fel geometri kan leda till "kärning" eller ojämnt slitage på skärhuvudet, vilket äventyrar hela projektets tidslinje.
- Koniska insatser: Bäst lämpad för hårda bergsformationer, ger djup penetration och effektiv sprickbildning av bergytan.
- Mejselinsatser: Designad för mjukare eller blandade markförhållanden där en "skjuvning" är mer effektiv än ren krossning.
- Sfäriska/knappinsatser: Används vanligtvis i mycket nötande jord för att ge en balanserad slityta och långvarig hållbarhet.

Tekniska specifikationer för olika stenhårdheter
Att förstå förhållandet mellan den obegränsade tryckhållfastheten (UCS) hos berget och karbidkvaliteten är avgörande för ingenjörer. Följande tabell illustrerar de typiska urvalskriterierna för hårdmetallskär baserat på de markförhållanden som uppstår under tunneldrift.
| Stentyp | Hårdhet (UCS) | Rekommenderad hårdmetallkvalitet |
| Mjuk sedimentär | < 50 MPa | Hög seghet (10-12% kobolt) |
| Medium sandsten | 50 - 150 MPa | Allmänt (8-10 % kobolt) |
| Hård granit/basalt | > 200 MPa | Hög hårdhet (6% kobolt) |
Underhålls- och ersättningsstrategier
Den ekonomiska framgången för ett tunnelprojekt beror ofta på underhållet av volframkarbidskär för tunnelborrmaskiner. Genom att övervaka "slitaget" på skären kan operatörer förutse när en skärskiva behöver dras tillbaka för renovering. Om ett skär tillåts slitas förbi sin kritiska punkt, kan det göra att fräsens stålkropp går sönder, vilket leder till mycket dyrare reparationer än ett enkelt hårdmetallbyte.
Avancerad braxning och säker passning
Även volframkarbid av högsta kvalitet är värdelös om skäret faller ur sin hylsa. Högtemperaturlödning eller specialiserad interferenskoppling används för att säkerställa att skären förblir sittande under extrema vibrationer. Kvalitetskontrollprocesser, såsom ultraljudstestning, används ofta för att verifiera bindningen mellan hårdmetallen och stålverktygshållaren, vilket säkerställer tillförlitlighet i de mest utmanande underjordiska miljöerna.
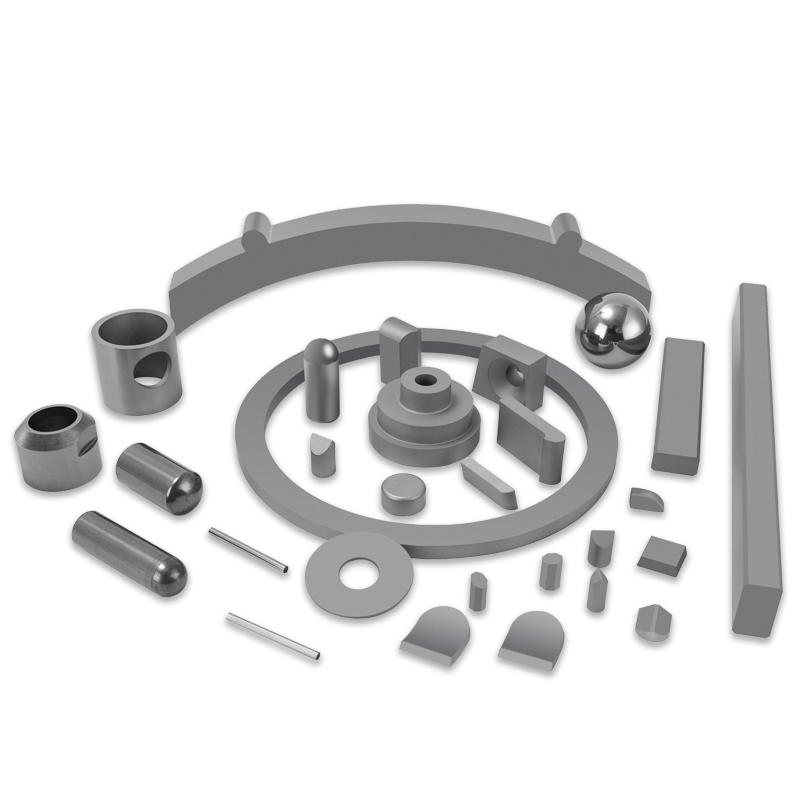
Våra produkter //
Relaterade produkter



Om du är intresserad av våra produkter, vänligen kontakta oss
